

Diagram tangga, yang secara intuitif lebih mudah dipahami oleh pengguna daripada program bahasa perintah, sering kali digunakan dalam pengembangan program PLC konvensional.
Contoh 1: Program yang memerlukan kedua sakelar input X1 dan X2 dalam kondisi "aktif" agar lampu output Y10 menjadi "aktif" adalah sebagai berikut.
Perintah Ladder diagram dalam PLC

Perintah Sequence Dalam bentuk Tabel
| No. Langkah | Bahasa Perintah | No. Perangkat |
|---|---|---|
| 0 | LD | X1 |
| 1 | DAN | X2 |
| 2 | KELUAR | Y10 |
| 3 | AKHIR |
CPU PLC menjalankan perintah secara berurutan mulai dari langkah No. 0. Bila perintah “AKHIR” tercapai, Pengulangan akan berlanjut dengan kembali ke langkah awal 0. Hal ini disebut “operasi siklis”. Durasi yang diperlukan untuk menjalankan satu siklus disebut “waktu pindai”. “Waktu pindai” b
Contoh 2: Program yang memerlukan baik sakelar input X3 maupun X4 dalam kondisi "aktif" agar lampu output Y20 menjadi "aktif" adalah sebagai berikut.
Contoh program dalam Ladder Diagram
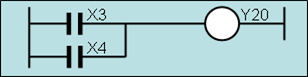
"Kondisi sakelar input X3 atau X4 yang 'aktif'" disebut kondisi "ATAU".
Dalam hal ini, simbol X3 dan X4 yang berbaris secara paralel setara dengan kondisi "ATAU".
Dalam hal ini, simbol X3 dan X4 yang berbaris secara paralel setara dengan kondisi "ATAU".
Contoh program dalam bentuk tabel
| No. Langkah | Bahasa Perintah | No. Perangkat |
|---|---|---|
| 0 | LD | X3 |
| 1 | ATAU | X4 |
| 2 | KELUAR | Y20 |
| 3 | AKHIR |
Dalam hal ini, perintah ATAU dari contoh 1 yang berlaku, bukan perintah DAN.
Sejumlah porsi seperti ini biasanya digabungkan dalam satu program.
Sejumlah porsi seperti ini biasanya digabungkan dalam satu program.
Ladder diagram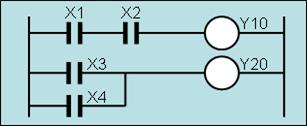
*) PLC lama hanya mampu menangani status aktif/tidak aktif karena hanya dilengkapi fungsi penggantian sekuens relai. PLC saat ini dapat menangani data numerik dan telah menjadi perangkat yang berfungsi sangat tinggi untuk menyambungkan komputer ke jaringan, dsb.
Fungsi Kontak b dalam Program
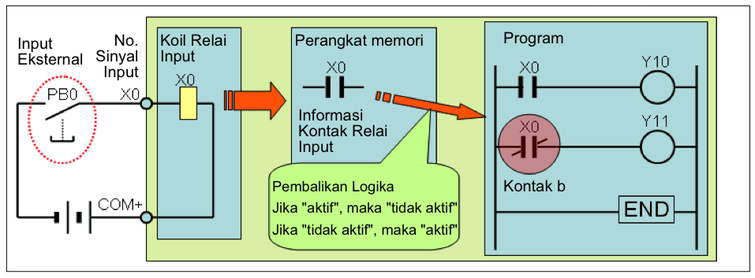
"Kontak b" input X0 dalam program tangga menandakan logika yang berlawanan dengan logika sinyal X0 (aktif/tidak aktif) dari pin input.

{kind=link}
Post A Comment:
0 comments: